The Facts About Lean Production Uncovereds
Wiki Article
The 6-Second Trick For Plastic Manufacturing
Table of ContentsNot known Factual Statements About Lean Production 8 Simple Techniques For Lean ProductionThe Definitive Guide to Lean ManufacturingLittle Known Facts About Lean Manufacturing.Mfg Things To Know Before You Get ThisLean Manufacturing for Beginners
The text on this web page is a sample from our full White Paper 'Shot Moulding for Purchasers' - * Example text * - for complete overview click the download button over! Introduction This overview is intended for individuals who are wanting to resource plastic mouldings. It offers a much needed understanding into all that is included with producing plastic components, from the mould device needed to the moulding process itself.If you wish to discover even more, the guide covers sorts of mould devices, along with unique finishing procedures such as colours & plating. Words that are underlined can be discovered in the reference in the appendix ... Part I: Moulding: The Essentials The Advantages of Shot Moulding Plastic shot moulding is a really precise process that supplies a number of benefits over other plastic processing techniques.
Accuracy is ideal for really complex parts. Compared to various other strategies, moulding allows you to include more features at extremely tiny resistances. Have a look at the picture to the. You can hold this moulding in the palm of your hand and also it has employers, ribs, metal inserts, side cores and openings, made with a moving shut down function in the mould device.
Some Ideas on Plastic Manufacturing You Need To Know


from material feed & melting; material injectionProduct cooling time and ejection as well as the re-closing of the mould tool ready for all set next cycle. Draft angles - The wall surfaces of a moulded component need to be a little tapered in the direction in which the part is ejected from the mould tool, to enable the part to be ejected quickly.
Ejector stroke - The pushing out of ejector pins to expel the moulded part from the mould tool. Ejector stroke rate, length and timing requires to be very carefully regulated to protect against damages to the ejectors and also mould tool, but at the same time make the moulding cycle as short as feasible.
Get This Report about Plastic Manufacturing
Ribs - When a plastic part has slim wall surfaces, ribs are contributed to the design to make the slim walls stronger Side cores - Side activity which creates a feature on a moulded part, at an opposing angle to the regular opening instructions of the mould tool. additive manufacturing. The side core needs to be able to withdraw as the plastic part can not be expelled otherwise.
Walls - The sides of a moulded component The message on this page is a sample from our full White Paper 'Injection Moulding for Customers'.
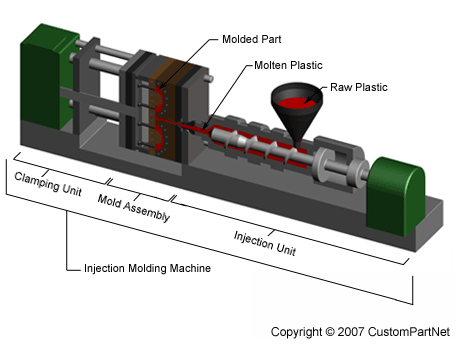
Production procedure for creating parts by infusing molten material right into a mould, or mold Streamlined layout of the procedure Injection moulding (united state punctuation: shot molding) is a manufacturing process for creating parts by infusing molten material right into a mould, or mold. Shot moulding can be done with a host of materials mostly including steels (for which the process is called die-casting), glasses, elastomers, confections, and also a lot of commonly thermoplastic and thermosetting polymers. Shot moulding is commonly utilized for making a variety of parts, from the smallest parts to whole body panels of autos. Advances in 3D printing innovation, utilizing photopolymers that do not melt throughout the injection moulding of some lower-temperature thermoplastics, can be made use of for some basic shot moulds. Shot moulding makes use of a special-purpose device that has 3 components: the injection unit, the mould as well as the clamp.
The 5-Second Trick For Oem
, with the quantity utilized of the previous being considerably higher.: 13 Thermoplastics are common due to attributes that make them highly appropriate for shot moulding, such as ease of recycling, versatility for a broad range of applications,: 89 and also ability to soften and also move on home heating.In several tooth cavity moulds, each tooth cavity can be similar and also develop the same components or can be distinct as well as form numerous different geometries throughout a single cycle. Moulds are usually made from device steels, but stainless steels as well as aluminium moulds are ideal for sure applications. Aluminium moulds are typically improper for high volume manufacturing or parts with slim dimensional tolerances, as they have inferior mechanical buildings and are more susceptible to use, damage, and deformation during the injection and also clamping cycles; nevertheless, aluminium moulds see here are economical in low-volume applications, as mould manufacture expenses as well as time are substantially reduced.
When sufficient product has actually collected, the product is required at high stress and also velocity into the part developing cavity. The specific amount of contraction is a feature of the material being basics utilized, as well as can be fairly predictable. To prevent spikes in pressure, the process usually uses a transfer setting corresponding to a 9598% full dental caries where the screw shifts from a consistent velocity to a continuous stress control.
Getting My Additive Manufacturing To Work
When the screw reaches the transfer placement the packing stress is applied, which completes mould dental filling and compensates for thermal shrinking, which is quite high for thermoplastics loved one to several other materials. The packing pressure is used till the entrance (dental caries entry) solidifies. Due to its little size, eviction is normally the top place to strengthen through its whole thickness.: 16 Once the entrance solidifies, no more material can enter the tooth cavity; appropriately, the screw reciprocates and also acquires material for the following cycle while the material within the mould cools to ensure that it can be ejected as well as be dimensionally steady.Report this wiki page